The technically correct handling of thermocouples and oxygen probes is straightforward. However, errors can often creep in. We are here to assist you in finding and fixing them.
On this page, you will find a collection of information regarding working with thermo-control sensors. These include:
We offer
up to 4 years warranty on our thermocouples and oxygen probes. Purchased parts and consumables are excluded and are subject to respective legal warranty periods.
Legal obligations remain unaffected by the above warranty.
Thermocouples
The warranty is up to
4 years, covering all production-related defects such as leaks, faulty readings, thermocouple wire breakage, or drift, unless otherwise specified.
This warranty expires if at least one of the following points applies:
At least one of the ceramic tubes has been mechanically or chemically damaged
The product was not built by thermo-control, repaired by third parties, or structurally modified.
The thermocouple has been used continuously above 1,400 °C (Type B 1600 °C).
Upon request, a comparison measurement by thermo-control can be conducted on-site before the warranty expires. If there is a deviation of more than 0.5% from the measured temperature with an intact thermocouple, we will replace it with a new one.
Oxygen Probes
The warranty period is up to 4 years and depends on the application.
Leakages
Each vacuum thermocouple undergoes 100% Helium leak testing, the results of which are documented in the manufacturer's certificate.
If a leak is detected in the thermocouple, it is often a sign that at least one ceramic tube has broken (see
Root Break
).
The break in the ceramic tube allows furnace gases to enter the thermocouple and attack the measuring wires. Additionally, the vacuum intensifies the effect. This results in incorrect measurements, affecting your heat treatment process.
To address this issue promptly, the design ensures that if a break occurs, the thermocouple loses its seal. It retains sufficient integrity to prevent damage to, for example, graphite heating blocks during furnace start-up. However, the seal is compromised to the extent that it cannot achieve the high vacuum required for production. This prevents incorrect heat treatments, preserving your batch integrity!
Due to this design feature, operators can promptly identify and remove the faulty thermocouple. It should then be sent for repair.
If the thermocouple is removed immediately after damage, there is also a good chance that the expensive measuring wires can be reused through
repair
.
Delivery Time
All delivered thermocouples and oxygen probes are custom-made upon order. When individual parts are available, delivery times are:
thermo-control Thermocouples 2 – 3 working days
thermo-control Oxygen Probes 4 – 5 working days
These delivery times are from the factory (
FCA Berlin
) with available materials. The definitive delivery time will be communicated with the order confirmation.
Serial Number
All products delivered with a certificate receive a serial number. It is structured as follows:
YYMMxx
YY indicates the year of manufacture
MM indicates the month of manufacture
xx indicates the serial number of the product manufactured in that month
All manufacturing data, such as the batch number of the thermocouple wire used, is linked to the serial number in our ERP system.
The serial number is printed on the product label. For products with connection heads, the serial number is also inscribed inside the connection head using a felt-tip pen. This has proven beneficial when the label becomes worn after years of operation.
Process Connections
Correct measurement of temperature or oxygen content often requires precise placement of the sensor. When measurements are not done manually, process connections are typically used. These ensure that the measurement always takes place at the same location, especially when measuring in fluids.
Pipe Threads
Coming from installation technology, inch-sized pipe threads are also chosen as process connections. Here, cylindrical internal threads on the process side and conical threads on the sensors are usually selected. This ensures automatic tightness of the connection.
The conical threads are defined in DIN 10226.
Common specifications for straight pipe threads according to DIN 228.
Designation
Outer Ø
Flank Ø
Pitch
G3/8
16.6 mm
14.95 mm
1.34
G1/2
20.96 mm
18.63 mm
1.81
G3/4
26.44 mm
24.12 mm
1.81
G1
33.25 mm
30.29 mm
2.31
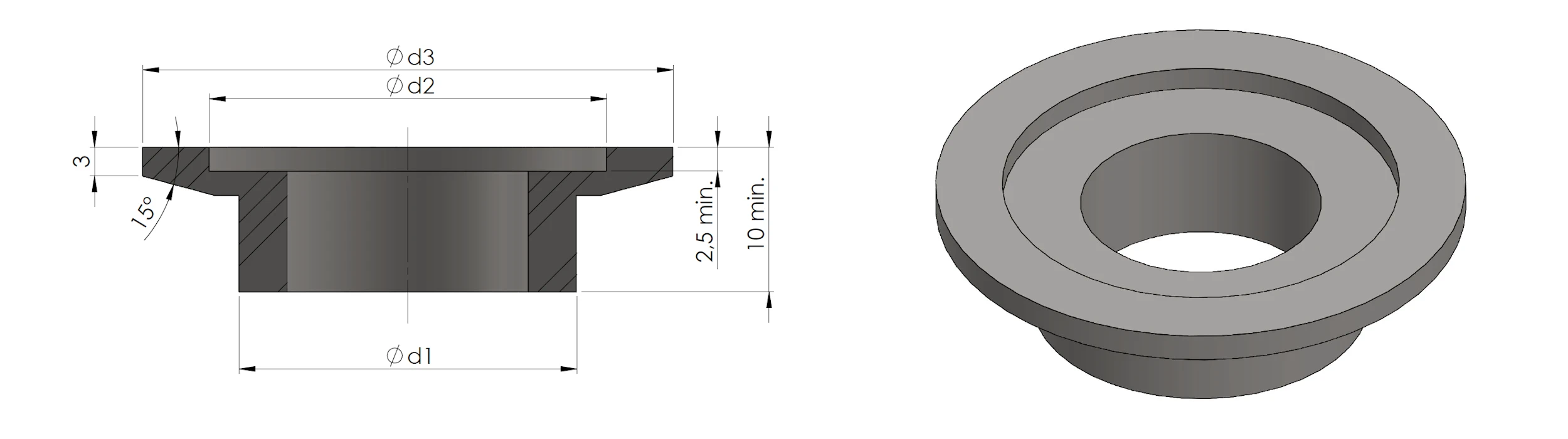
ISO-2681 quick release couplings
This International Standard specifies the dimensions of quick-release couplings of the claw type, as used in vacuum technology. It also covers O-rings and their carriers connected to these couplings to ensure vacuum tightness.
This connection is also called small flange connection.
Common sizes for small flanges in thermocouples and feedthroughs.
DN
Max. Nozzle Ød1 [mm]
Inner Ring Diameter Ød2 [mm]
Outer Diameter Ød3 [mm]
16
20
17.2
30
25
28
26.2
40
40
44.5
41.2
55
Compression Fitting
Borrowing from Dresser Couplings Ltd.'s compression fitting, these feature a sealing ring that is pressed into a cone with a cap. Unlike the
compression fittings
, this allows for precise positioning of the sensor without damaging the holder tube.
However, correct assembly to specifications is essential here, as improper assembly can cause the sensor to be ejected from the chamber at high pressures, posing a high risk to people and equipment. The cap prevents the rubber of the sealing ring from being damaged by the nut, thereby achieving better service life.
Cutting ring fitting
Known from
Swagelok
, cutting ring fittings are known for their high-pressure load capacity. The cutting rings can be removed with some effort and, if removed without damage, can be reused. The incisions on the holder tube are minimal but visible.
Flange according to DIN EN 1092
We use blind flanges Type 5 in PN16 and PN25 versions as base bodies. Common nominal sizes are DN25, DN40, and DN80. The sealing surfaces are designed according to customer requirements. For example, Forms B and G are listed. Other designs are available upon
request
.
Catalogs
You can also order all available catalogs in paper form free of charge.
view all
FAQ
In the following section we have compiled frequently asked questions and problems with the causes and solutions. Of course, we are also happy to answer any other questions.
Cause:
The thermocouple does not have a closed circuit. The cause is a defective wire or cable. With type S thermocouples it should be noted that the platinum wire is relatively soft. Strong bends can lead to wire breakage. Many controllers display the maximum temperature of the thermocouple when a wire breaks.
Solution:
If the thermocouple does not display a temperature despite correct commissioning, the thermocouples used should be checked for continuity. If this is the case, the rest of the measuring section should be checked for an interruption, particularly a cable break. If it is suspected that the fault lies with the thermocouple, the thermocouple must be sent in for inspection and a precise fault analysis carried out.
Cause:
Here there is a short circuit of the thermocouple wires in the connection head and the temperature of the connection head is measured.
Solution 1:
Check the connection cable in the head. No strands or parts of the shield must be visible or twisted.
Solution 2:
If no short circuit is visible in the connection head, it must be in the thermocouple itself. This unusual error can only occur when the thermocouple is first installed. If the suspicion is confirmed during inspection that this short circuit was caused by thermo-control, the repair will of course be processed as a warranty case.
Cause:
The reason for this behavior is usually incorrect polarity of the compensation cable with the thermo wires. If no change is visible despite the color match (white to white terminal and orange/red to orange terminal), the silicone insulation tubes were put on incorrectly. This unusual, production-related error can be remedied by simply re-wiring the wiring.
Solution:
It is recommended to pull off the silicone tubes with your thumbnail and replace them. Another indication is the different thickness of the thermocouple wire, where the thicker is always the negative wire.
Cause:
Due to the different thickness of the thermocouple wire, type S, R and B thermo-control thermocouples do not drift for many years. However, if drift does occur, it is necessary to check whether there is any external damage, mechanical or chemical. If no external influences are apparent, the thermocouple should be sent in.
Good to know
PtRh-Pt thermocouples always drift downwards, i.e. they show a lower temperature than the actual temperature. If the new, supposedly drifting, thermocouple shows more than the built-in thermocouples, it is more likely that the built-in thermocouples have a certain drift.
Tip
Order a suitable test thermocouple for the thermocouple. This is made from the same wire batch. Since it is not constantly exposed to the temperature, drift is rather unlikely here.
Solution:
Send the thermocouple in for inspection free of charge. If drift is measurable in the thermocouple without external damage, the thermocouple will be replaced at no cost, provided it is still within the warranty period.
Appearance:
Several batch thermocouples are inserted into a furnace, all of which have been inserted into the holes in the batch in order to be able to record the temperature correctly. The recorder is connected to the thermocouples with two poles. Some batch temperatures are displayed smoothly and with slow movements, other batch temperatures are uncertain, the temperature curve is interrupted several times and slightly shifted. The instrument display adjusts to the batch temperature quickly and precisely for some thermocouples and remains stable there, other batch temperatures are displayed only slowly and hesitantly and show small jumps after adjustment.
Cause:
The temperature distribution measurement is affected by interference voltages. Although almost exactly the same implementation and the same instrument were used in the furnace, the thermocouples are not all connected to the batch in the same way. In some thermocouples, the measuring point touches the metal charge, while other measuring points happen not to be inserted so deeply into the hole. This isolates them from the mass. This condition can easily be determined with a test lamp by disconnecting the thermocouples from the instrument at two poles.
Anyone who thinks that grounding is a good defense against interference voltages will be surprised that it is precisely the thermocouples that are earthed by contact with the charge that are causing interference. The explanation for this is as follows:
The measuring instrument is connected to the voltage network by its transformer. This connection is created by the electrical capacitance between the transformer coils and by other scattered capacitances. These capacitances cause 230 V to pass through the transformer into the instrument's measuring circuit and reach the thermocouples through the input stage. If a thermocouple remains "floating", i.e. is not touching the charge, then this measuring voltage present cannot cause a significant current in the input stage. This thermocouple therefore remains free of interference. However, if the measuring point is grounded, a strong current flows from the thermocouple to the ground and this current causes a large disturbance in the input stage.
Solution:
The grounding of the measuring point can be prevented by inserting a small ceramic bead in front of the thermocouple.
In principle, sheathed thermocouples should be used for batch temperature measurements, which have a measuring point insulated from the sheath. The time constant of a batch is always several orders of magnitude greater than that of the thermocouple. A fast response is not required here.
Appearance:
A thermocouple works with interference voltages in a ceramic protection tube. The thermocouple bushing is located between the heating coils.
Cause:
The interference voltages are induced into the thermocouple wires. It cannot be assumed that this problem can be easily solved by using a metal protection tube instead of a ceramic protection tube. In fact, the chromium, nickel and steel protection tubes have magnetizable elements such as iron, chromium and nickel, but the alloys for protection tubes are not magnetic, so they do not shield the induction fields from the thermocouple wires. Grounding a metal protection tube generally does not improve the situation.
Here the bushing is in the wrong place.
Solution:
The correct solution is to place the bushing in a place where there are no inductive fields. If this solution cannot be implemented, then a filter should be used or more modern instruments should be used. A low-alloy steel tube would only protect the thermocouple wires from the induced interference voltages until the temperature exceeds the Curie point (about 770 °C). At a higher temperature, the metal protection tube only acts as an electrical shield, which has no effect against induction fields. It only shields against interference voltages of 500 Hz or 500,000 Hz, which are only present in induction furnaces and do not interfere with the instruments anyway.
Appearance:
The temperature measurement in an indirectly gas-fired oven is inaccurate. A measurement shows 15 V DC at both terminals of the thermocouple. The thermocouple's protective tube is made of Pythagoras. It was not possible to find a fault here. The voltage could not come to the thermocouple from the heater or through induction because the oven was heated with gas.
Cause:
It was not possible to find a fault here. The voltage could not come to the thermocouple from the heater or through induction because the oven was heated with gas.
Solution:
One terminal of the thermocouple in the connection head was brought out with a copper wire and earthed. As a rule of thumb for interference voltages, you could remember: earthing rarely helps. In this exceptional case, however, it was useful to ground one terminal of the thermocouple. With the connection between the thermocouple and earth, the inexplicable 15 V interference voltage disappeared.
Phenomenon:
Thermocouple wires are used in a vacuum to measure the temperature distribution in a batch. The temperature is around 1000 °C. Although the built-in thermocouples show a constant temperature, the temperature curves of the batch thermocouples bend steeply downwards.
Cause:
The thermocouple wires are poisoned by their own electrical insulation. Glass is not a clean material and begins to melt at a temperature of 1000 °C, releasing its sodium, potassium, silicon and other ions to the thermocouple wires. The result is a rapid reduction in the thermoelectric voltage.
Solution:
The glass silk-insulated thermocouple wires can only be used up to a temperature of around 400 °C.
Phenomenon:
Twelve calibrated thermocouples in an oven, inserted at twelve points, result in an incomprehensible temperature distribution, although the correction values of the individual thermocouples were taken into account precisely.
Cause:
The calibrated thermocouples may have already been used and the immersion depth of the thermocouple wires was different during calibration than during measurement.
Another possible error is that the thermocouple wires were inserted exactly as deep during calibration as during measurement, but the calibration was not carried out for all thermocouples at once, for example six thermocouples on one day and the remaining six on another day. Even with the most precise calibration, small errors occur. For example, thermocouple wires from a roll are given a + 0.8 K correction on one day and their "twin sisters" are given a - 0.7 K correction on another day. Since the thermocouple wires are practically identical, they should receive a + 0.3 K correction each time. During the measurement, the thermocouples calibrated on the first day will show an apparent temperature difference of + 1.5 K compared to those on the second day.
This calibration is very precise in practice in absolute terms. Such precision was not found in industrial practice a few years ago, but only in large institutes. Nevertheless, these very precisely calibrated thermocouples are of little use for temperature distribution measurement.
Solution:
All thermocouple wires that play a role in temperature distribution measurement should either be calibrated at the same time or subsequently calibrated against each other using a copper tube or in a very precise tube furnace or in a ceramic tube in a larger furnace and their relative deviation measured.
It may sound a little strange that the operations engineer "calibrates" the very expensive thermocouples, which have an extra certificate from an expensive institute, in a copper tube. However, this relative calibration is only necessary for these very precise thermocouples in order not to burden the temperature distribution measurement with apparent temperature differences.
If these twelve thermocouples with certificates are already showing signs of age, this pre- or post-calibration is essential. The immersion depth must remain the same during the temperature distribution measurement and calibration.
The temperature controller should display the average temperature of the twelve calibrated thermocouples if the measurement is below 800 °C. At higher temperatures, the sheathed thermocouples used here age. Since they age at the same rate, the measured temperature distribution is relatively correct, but the control thermocouple should be checked in triple thermocouple form with a PtRh-Pt test thermocouple. It forms a reliable point in the furnace and gives the relative temperature distribution the necessary correction if a sheathed thermocouple was tied to the control thermocouple during the temperature distribution measurement.
Appearance:
The thermocouple has not changed significantly since its discovery in 1821. The type S (platinum-rhodium - platinum) thermocouple has not changed since its introduction in 1885. It is noteworthy that numerous errors and misunderstandings still occur in practice.
Solution:
The book
Thermocouple Praxis
was published in its 4th edition in 2014. It contains over 50 years of practical experience of the founder Dr.-Ing. Dipl.-Phys. László Körtvélyessy. It is available from
Vulkan-Verlag
.
After installation, the C level jumps irregularly.
Cause:
The oxygen probe always shows the true ratio between the furnace atmosphere and the ambient air. A jumping signal means that ambient air is entering from an external source.
This can have various causes, such as a defective air supply, a broken probe tube or a leaky furnace door.
Solution:
Check the periphery of the probe for defects. Spray nitrogen, argon or forming gas and observe the voltage of the probe. If you spray the gas onto the leak, less ambient air enters the atmosphere and the voltage of the probe increases.
Appearance:
After installation, the probe does not show a C level.
Cause:
The oxygen probe always shows the true ratio between the furnace atmosphere and the ambient air. If the voltage of the probe remains at ~0mV, the connections for purge and reference air are probably swapped. The constantly open reference air is sufficient to keep the oxygen ratio almost identical. The voltage of the probe is correspondingly low.
Solution:
Swap the two hoses and observe the voltage. This should soon begin to rise. The speed of the rise depends largely on how quickly the oxygen from the probe's protective tube is consumed.
Phenomenon:
After some time in operation, the probe reacts more and more slowly to changes in the atmosphere.
Cause:
The reaction speed of the probe is influenced, among other things, by the quality of the contact between the electrodes on the FZY tube. A high-quality results in a low internal resistance. If the electrode is chemically attacked, this can be reflected in the reaction speed.
Another explanation could be the increased presence of carbon in the area around the probe. Carbon has a very high affinity for oxygen and therefore delays the reaction of the probe.
Solution:
Flush the probe with ambient air. If graphite is present, it will be catalytically burned. As a result, the voltage of the probe should start to drop. If it reaches ~ 0mV, the probe is clean and should respond quickly again.
If flushing does not change the situation, the gas electrode is probably damaged. The probe should be sent in for inspection.
Appearance:
After installation, the probe does not show a C level.
Cause:
The oxygen probe always shows the true ratio between the furnace atmosphere and the ambient air. If the voltage of the probe remains at ~0mV, the connections for purge and reference air are probably swapped. The constantly open reference air is sufficient to keep the oxygen ratio almost identical. The voltage of the probe is correspondingly low.
Solution:
Swap the two hoses and observe the voltage. This should soon start to rise. The speed of the rise depends largely on how quickly the oxygen inside the probe's protective tube is consumed.
How to get in touch with us
If you require further support, we offer many forms to reach out to us. For urgent subjects
initiate a callback
by using the form at the bottom of each page.